با سلام
جزوه ی صافی سطوح - تلرانس - و سیستم انطباق
بصورت فایل پی دی اف
شادی روح مطهر شهدا صلوات
یاتاقان

یاتاقان وامواژهای ترکی و وسیلهای است که اجازه حرکت نسبی مقید را بین دو یا بیشتر از دو قطعه را میدهد که به طور نمونه به صورت چرخش یا حرکت خطی است. یاتاقانها میتوانند به صورت گستردهای بر طبق حرکتی که مجازند داشته باشند و یا براساس اصول کاریشان و همچنین جهت بارهای اعمالی که میتوانند تحمل کنند، طبقه بندی شوند.
محتویات |
چگونگی کاهش اصطکاک
یاتاقانهای ساده به طرز گستردهای استفاده میشوند و از سطوح برای تماس سایشی استفاده میکنند. علی الخصوص با وجود روانکاری، آنها معمولاً عمر و اصطکاک کاملا قابل قبولی میدهند. از سوی دیگر، یاتاقانهای با اصطکاک کم معمولاً به خاطر راندمانشان، کاهش فرسایش و استفاده گسترده درسرعتهای بالا را تسهیل میکنند، دارای اهمیتند. اصولا یک یاتاقان میتواند اصطکاک را با امتیاز شکلش، با موادش و یا با معرفی و داشتن یک سیال بین سطوح و یا جداکردن سطوح با یک میدان الکترومغناطیسی، کاهش دهد.
- با کمک شکل: معمولاً مزایایش را با استفاده از غلطکها و یا کرهها و یا با شکل دادن یاتاقانهای خمشی حاصل میکند.
- با کمک مواد: با بهره گیری از طبیعت موادی که یاتاقانها را تشکیل میدهند. (یک مثال میتواند استفاده از پلاستیک باشد که اصطکاک سطحی کمی دارد.)
- به کمک یک سیال: با بهره بردن از ویسکوزیته کم یک لایه سیال مانند یک روانساز و یا یک واسطه فشرده شده که از برخورد دو سطح جلوگیری کند؛ یا با کاهش نیروی عمودی بین آنها.
- به کمک میدانها: با استفاده از میدانهای الکترومغناطیسی، مانند میدان مغناطیسی، تا از برخورد سطوح جامد جلوگیری کند.
حتی میتوان از ترکیبی از اینها در یک یاتاقان بهره برد. مثال این قسمت برای زمانی است که یک اتاقک از پلاستیک ساخته شده باشد و بین توپها/غلطکها که با شکلشان اصطکاک را کم میکنند، فاصله ایجاد کند و تکمیلشان کند.
اصول عملکرد

انیمیشنی از یاتاقان ساچمهای
حداقل شش اصل کاری معمول وجود دارد.
- یاتاقانهای لغزشی که معمولاً بوش، یاتاقانهای سرمحور، یاتاقان بوش، یاتاقانهای خان دار، یا یاتاقانهای ساده نامیده میشوند.
- یاتاقانهای غلطشی مانند یاتاقانهای ساچمهای (بلبرینگها) و یاتاقانهای غلطکی (رولربرینگها).
- یاتاقانهای مرصع که نیروها در آن بوسیله پیچیدن جزئی خارج از مرکز محور، تحمل میشود.
- یاتاقانهای لغزشی که در آن نیروها توسط یک سیال و یا گاز تحمل میشوند.
- یاتاقانهای مغناطیسی که در آن نیرو با کمک یک میدان مغناطیسی تحمل میشود.
- یاتاقانهای خمشی که در آن حرکت با المان نیروئی که خم میشود، تأمین میشود.
حرکتها
حرکتهای معمولی که یاتاقانها اجازه آن را میدهند عبارتند از:
• چرخش محوری به عنوان مثال چرخش میله محور.
• حرکت خطی مانند کشو.
• حرکت کروی مانند لولای کاسه ساچمهای
• حرکت مفصلی مانند درها
نیروها
یاتاقانها تنوع گستردهای در اندازه و جهتی که میتوانند تحمل کنند دارند. نیروها میتوانند به صورت نیروی غالب شعاعی، محوری (یاتاقان کف گرد) یا ممان عمود بر محور اصلی یاافقی باشند.
سرعتها
انواع مختلف یاتاقانها، محدودیتهای سرعت عملکردی متفاوتی دارند. سرعت به طور نمونه به عنوان حداکثر سرعت سطحی نسبی تعریف میشود که واحدش اغلب ft/s یا m/sمی باشد. یاتاقانهای چرخشی به عنوان نمونه، عملکرد را به صورت DN توصیف میکنندکه D قطر (اغلب به mm) یاتاقان و N سرعت چرخش با واحد دور بر دقیقهاست. عموماً سرعت عملکرد یاتاقانها در بازه قابل توجهی باهم تداخل دارد. به عنوان نمونه یاتاقانهای ساده در سرعتهای پائین کارآئی دارند. یاتاقانهای غلتشی سریعتر هستند؛ به دنبال آن یاتاقانهای لغزشی و سرانجام یاتاقانهای مغناطیسی قرار دارند که نهایتاً توسط نیروی مرکزگرا و با غلبه بر مقاومت مواد، محدود میشوند.
لقی و الاستیسیته
بعضی کاربردها نیروهای یاتاقانها را در جهات متنوعی به کار میبرد و تنها لقی یا شیب محدودی را به عنوان نیروی متغیر اعمالی میپذیرد. یکی از منابع حرکت در یاتاقانها، فواصل یا لقی هاست. برای مثال یک شفت 10میلیمتری در یک سوراخ 12 میلیمتری، 2 میلیمتری لقی دارد. منبع دوم حرکت، الاستیسیته در خود یاتاقان هاست. برای مثال ساچمهها در یاتاقانهای ساچمهای (بلبرینگها) مانند یک لاستیک سفت میماند و تحت بار، از دایره به یک شکل جزئی مسطح تبدیل میشود. کاسه بلبرینگ نیز الاستیک است و یک فرورفتگی را در محلی که ساچمهها بر روی آن فشار میآورند ایجاد میکند.
عمر
یاتاقانهای مغناطیسی و لغزشی میتوانند به صورت بالقوه عمر نامحدود بدهند. عمر یاتاقانهای غلتشی آماری است اما بوسیله بار، دما، نگهداری و تعمیر، ارتعاش، روانکاری و سایر فاکتورها تعیین میشود. برای یاتاقانهای ساده بعضی از مواد عمر بیشتری نسبت به بقیه میدهند. بعضی از ساعتهای جان هریسون هنوز هم بعد از صدها سال کار میکنند چرا که از چوب درخت مقدش خشب الانبیا در ساختشان استفاده شدهاست. درحالیکه ساعتهای فلزی اش با توجه به فرسودگی بالقوه شان به ندرت کار کردند.
تعمیر و نگهداری
یاتاقانهای بسیاری احتیاج به تعمیرات دورهای دارند تا از خرابی پیش از موعد جلوگیری شود. گرچه بعضی از آنها نظیر یاتاقانهای لغزشی یا مغناطیسی ممکن است احتیاج به نگهداری کمتری داشته باشند. بیشتر یاتاقانها در عملکرد در دورهای بالا نیازمند روانکاری و تمیزکاری دورهای هستند و ممکن است احتیاج به تنظیمات مجدد داشته باشند تا اثر فرسایش را به حداقل برسانند.
تاریخچه و تکامل
یک نوع متقدم از یاتاقانهای خطی از سه بدنه استفاده میکند که بر روی هم و در زیر قلم بند قرار دارند. گرچه هیچ مدرک قاطعی وجود ندارد اما این تکنولوژی ممکن است به قدمت ساخت اهرام گیزا باشد. یاتاقانهای خطی مدرن از اصول مشابهی استفاده میکنند با این تفاوت که بعضی مواقع از ساچمه به جای غلتک استفاده میشود.
اجزاء نخستین ساچمههای ساده و غلتکی، چوب بودهاست اما سرامیک، یاقوت کبود و شیشه نیز کاربرد داشتند. آهن، برنز وبابیت و فولادهای دیگر، سرامیکها و پلاستیک (برای مثال نایلون، پولی اکسی متیلین، تفلون و UHMWPE) همگی امروز معمولند. یک ساعت جیبی مرصع برای کاهش اصکاک از سنگها استفاده میکند و با این کار اجازه میدهد که زمان دقیق تر نگه داشته شود. حتی مواد قدیمی هم میتوانند دوام خوبی داشته باشند. برای مثال، یاتاقانهای چوبی امروزه هنوز هم میتوانند در آسیابهای آبی قدیمی دیده بشوند که آب، سرما و روانکاری اش را تأمین میکند.
یاتاقانهای چرخشی برای برای بسیاری از کاربردها مورد نیازند؛ از کاربردهای سنگین در محور چرخها و شفتهای ماشین گرفته تا قسمتهای دقیق ساعتها. سادهترین یاتاقان چرخشی یاتاقان بوش است که فقط یک سیلندر است که بین چرخ و محورش وارد میشود؛ این ساختار بوسیله یاتاقان غلتشی ادامه پیدا کرد که در آن بوش بوسیله تعدادی غلتک سیلندری جایگزین شد. هر غلتک به عنوان یک چرخ جدا رفتار میکند. اولین یاتاقان غلتکی اتاق دار عملی در اواسط دهه 1740 میلادی بوسیله جان هریسون که ساعت ساز بود برای یک کارمند وقت نگهدار دریائی ابداع شد.. این وسیله از یاتاقان برای یک حرکت نوسانی بسیار محدود استفاده کرد ولی او همچنین در همان زمان از یک یاتاقان مشابه در یک وسیله واقعا دوار در یک ساعت معمولی نیز استفاده کرد.
یک مثال قدیمی از بلبرینگ چوبی که یک میز چرخنده را پشتیبانی میکرد، از کشتی رومی نمیدر دریاچه نمیبه جا ماندهاست. خرابی کشتی به 40 قبل از میلاد برمی گردد. گفته میشود لئوناردو داوینچی یک نوع یاتاقان ساچمهای (بلبرینگ) را در حدود سال 1500 شرح دادهاست. مسئلهای در ارتباط با بلبرینگها، مالش ساچمهها در مقابل یک دیگر است که موجب اصکاک مضاعف میشود. اما مالش میتواند بوسیله محبوس کردن ساچمهها درون یک قفس جلوگیری شود. یاتاقان غلتشی اتاق دار در اصل بوسیله گالیله در دهه 1960 شرح داده شد. قرار دادن یاتاقانها در یک ردیف تا سالها زیادی بعد از آن انجام نشد. اولین امتیاز حق ثبت کاسه ساچمه متعلق به فیلیپ وگان از کارمارتن در 1794 بود.
ایده فردریش فیشر در سال 1883 برای فرزکاری و سنگ زدن ساچمهها در اندازهها و گردی یکسان به کمک وسیلهای با ماشین تولید مناسب، اساس خلق یک صنعت مستقل بلبرینگ سازی را ایجاد داد.
یک حق امتیازی که به عنوان اولین حق امتیاز گزارش شدهاست، به یک تعمیرکار دوچرخه پاریسی در آگوست 1869رسید. این یاتاقانها سپس در دوچرخهای که بوسیله جیمز مور در اولین دوره مسابقات جهانی دوچرخه سواری در جاده پاریس- روئن در نوامبر 1869به مقام قهرمانی رسید، گنجانده شد.
طراحی مدرن یاتاقان خود تنظیم به اسون وینگوئیست از شرکت تولید کننده بلبرینگ skf در سال 1907 مربوط میشد. هنری تیمکن، یک رویاگرا و مبتکر در صنعت حمل و نقل در قرن 19، امتیاز یاتاقان با غلتک مخروطی را در 1898به ثبت رساند. سال بعدش، او یک شرکت تأسیس کرد تا ابداعش را به تولید برساند. در طول یک سده، شرکت آنقدر رشد کرد که یاتاقانها را از همه نوعی درست میکرد؛ به خصوص فولاد و ارائه محصولات و خدمات مربوطه اش.
اریش فرانکه در سال 1934 بلبرینگ کاسه سیمی را اختراع و به ثبت رساند. توجه او در طراحی یاتاقان بر کوچک بودن سطح مقطع تا حداقل مقدار ممکن بود که بتواند در یک طراحی بسته جمع بشود. بعد از جنگ جهانی دوم او به همراه گرهارد هیدریچ، شرکت «فرانک و گرهارد» را تأسیس کرد تا به تولید و بسط بلبرینگ کاسه سیمی سرعت ببخشد.
شرکت تیمکن، شرکت SKF، گروه شافلر (خصوصی)، شرکت NSK، و شرکت یاتاقان سازی NTN در حال حاضر بزرگترین تولیدکنندگان یاتاقان در جهانند.
امروزه، یاتاقانها در کاربردهای متنوعی به کار میروند. یاتاقانهای فوق سریع در قطعات دستی دندانپزشکی به کار میرود، یاتاقانهای هوافضائی در مریخ نورد به کار رفتهاند، و یاتاقانهای خمشی در سیستمهای همتراز نوری استفاده شدهاند.
گونههای یاتاقان
انواع یاتاقان:
| نوع | توصیف | سختی | سرعت | عمر | نکات |
|---|---|---|---|---|---|
| یاتاقان ساده(بوش) | استفاده از روانکار بین دو سطح متحرک و ثابت | خوب، در صورتی که میزان ساییدگی کم باشد. مقداری لقی معمولاً وجود دارد. | کم/ متوسط (غالباً نیاز به خنککاری دارد) | متوسط (بسته به نوع روانکار) | سادهترین نوع یاتاقان، استفاده وسیع از آن، اصطکاک نسبتاً زیاد |
| یاتاقان ?غلتشی | بکارگیری ساچمه و یا غلتک برای کاهش اصطکاک | خوب، وجود اندکی لقی | متوسط?زیاد (غالباً نیاز به خنککاری دارد) | متوسط (بسته به نوع روانکار، غالباً نیاز به تعمیر و مراقبت دارد) | مورد استفاده برای بارهای بیشتر و اصطکاک کمتر نسبت به یاتاقان ساده |
| یاتاقان مرصع | یاتاقان حول نقطهای خارج از مرکز بر روی نشیمنگاه میگردد. | کم به علت انعطافپذیری | کم | خوب، نیاز به تمیزکاری و روانکاری دارد. | عمدتاًبرای سرعتهای کم و دقتهای بالا مانند ساعت استفاده میشود. |
| یاتاقان لغزشی | محور درون یک سیال میگردد. | خیلی زیاد | خیلی زیاد، محدودیت سرعت معمولاً ناشی ازنشتبندهااست. | میتوان عمر این نوع یاتاقان را بینهایت دانست؛ گاهی اوقات هنگام آغاز به کار و خاموش کردن دستگاه اندکی فرسایش ایجاد میشود. | غبار و سنگریزه میتوانند باعث خرابی این نوع یاتاقان گردند. در استفاده پیوسته نیاز به عملیات نگهداری ندارد. |
| یاتاقان مغناطیسی | دو سطح توسط مغناطیس (الکترومغناطیسو یا جریان گردابی) از هم جدا نگه داشته میشوند. | کم | بینهایت | بینهایت | مصرف انرژی بالا، عدم نیاز به نگهداری. |
| یاتاقان خمشی | حرکت با تغییر شکل در ماده پدید میآید. | کم | خیلی زیاد | خیلی زیاد یا کم، بستگی به کاربرد دارد. | دامنه حرکتی محدود |
ریزسنج یا میکرومتر
در این پست به معرفی میکرومترها و دقت و نحوه کار با میکرومتر ها میپردازیم
ریزسنج<\/h1>
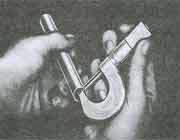
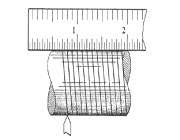
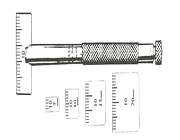
ریزسنج (میکرومتر) به ابزار دقیقی گفته می شود که برای اندازه گیری های کوچک به کار می رود و معمولاً عمل اندازه گیری با آن با چرخاندن پیچ تنظیم که گام دندانه بسیار ظریفی دارد انجام می شود. قاب ریزسنج نعل شکل و یک سر آن دارای فک ثابت سخت و آبداده و سر دیگر آن مجهز به طبلک مدرج است. ریزسنج ابزار دقیقی است که کاربُرد گسترده ای در اندازه گیری های تا یک صدم و یا حتی یک هزارم میلیمتر دارد.

ریزسنج در انواع و اندازه های گوناگون و برای اندازه گیری های درونی، بیرونی و عمق قطعه کار ساخته می شود. گام پیچ محور ریزسنج 5/0 میلیمتر است (20 داندانه در هر سانتیمتر).
بنابراین هنگامی که طبلک به اندازه یک درجه چرخانده می شود فک متحرک اندازه گیری به اندازه 01/0 میلیمتر به طرف فک ثابت و یا برعکس حرکت می کند. خط طولی پوسته با خطوط ریز عمودی با فاصله مساوی یک میلیمتر تقسیم بندی شده است.
تقسیم بندی بالای خط طولی از صفر آغاز شده و خطی که با رقم ((5)) نمایانده شده نمایش پنج میلیمتر و خطی که با رقم ((10)) نمایانده شده نمایش 10 میلیمتر و… است. تقسیم بندی پایین خط از 5/0 میلیمتر آغاز شده و به ترتیب نمایانگر 5/0، 5/1، 5/2 میلیمتر و… است. لبه شیبدار طبلک به 50 قسمت مساوی تقسیم شده و هر فاصله نمایان گر یک صدم میلیمتر است. برای خواندن ریزسنج بر حسب صدم میلیمتر اندازه خوانده شده روی پوسته با شماره ای از طبلک که در امتداد خط طولی پوسته قرار گرفته است جمع می شود.
مثال:
خط 10 روی درجه بندی پوسته خوانده می شود که نمایان گر 10 میلیمتر است.

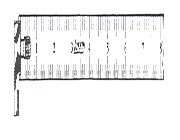
تقسیم بندی پوسته و طبلک برحسب صدم میلیمتر (ریزسنج میکرومتر با دقت یک صدم میلیمتر)
سه خط دیگر که هر یک نمایانگر یک میلیمتر هستند نیز مشاهده می شوند. چهل و پنجمین خط روی طبلک با خط طولی پوسته روبه روی هم قرار گرفته اند و هر یک نمایان گر 01/0 میلیمتر هستند (45/0 = 01/0 × 45). بنابراین اندازه خوانده شده روی ریزسنج عبارت است از: میلیمتر 45/13 = 45/0 + 3+ 10
ریزسنج را می توان برای جبران یا اصلاح خطای ناشی از ساییدگی سطح فک های ثابت و متحرک آن به روش زیر دوباره تنظیم کرد: طبلک را تا انتها باز می کنیم و با آچار مخصوص مهره محور را به اندازه ای سفت می کنیم که کاملاً محکم شود و جای بازی نداشته باشد. سپس فک ثابت و محور را به دقت با هم جفت می کنیم. در این حالت با استفاده از آچار مخصوص طبلک را به گونه ای تنظیم می کنیم که شاخص صفر آن درست در امتداد خط طولی روی پوسته قرار گیرد.

| الف) طبلک را کاملاً باز کرده و مهره تنظیم را برای جلوگیری از خلاصی محور محکم کنید | ب) در حالی که محور و فک ثابت با هم جفت شده اند پوسته را به گونه ای تنظیم کنید که خط طولی روی آن با خط صفر روی طبلک درست رو به روی هم قرار گیرند. |
تنظیم ریزسنج میکرومتر
هنگام استفاده از ریزسنج برای کارهای کوچک باید ابزار را در یک دست گرفت و طبلک را با انگشت شست و اشاره همان دست چرخاند. بدین ترتیب دست دیگر برای گرفتن قطعه کار آزاد می ماند.

در بعضی موارد مانند اندازه گیری بر روی دو سطح صاف بهتر است که ریزسنج را در دست چپ گرفت و برای چرخاندن طبلک و تنظیم آن از انگشتان شست و اشاره همان دست استفاده کرد. اجسام گرد را نیز می توان در دست چپ و ریزسنج را در دست راست نگه داشت. در این حالت طبلک با استفاده از انگشتان شست و اشاره به اندازه ای چرخانده می شود که ((احساس)) بر تنظیم دقیق دلالت کند.
برای اندازه گیری قطعات بزرگتر یا قطعات ثابت باید قاب ریزسنج را با یک دست محکم گرفت و طبلک را با دست دیگر چرخاند.

بعضی از ماشین کاران با نگه داشتن پوسته و گرداندن سریع قاب ریزسنج تنظیم آن را به سرعت برای اندازه دلخواه تغییر می دهند. از انجام این کار باید پرهیز کرد زیرا نیروی گریز از مرکز ایجاد شده بر اثر گردانیدن قاب موجب استهلاک ناخواسته پیچ محور و در نهایت موجب کاهش دقت ریزسنج می شود.
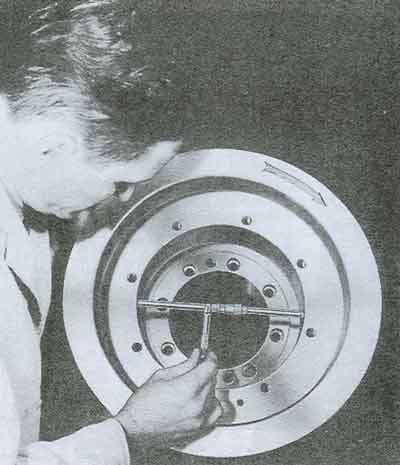
از ریزسنج درونی برای به دست آوردن اندازه دقیق قطر درونی سیلندر سوراخ و غیره استفاده می شود.
شادی روح شهدا صلوات
کولیس ورنیه دار
آموزش استفاده از میکرومتر و کولیس ورنیه دار
ریزسنج ورنیه دار و کولیس ورنیه دار<\/h1>
ریزسنج ورنیه دار
روش استفاده از ریزسنج های که تا یک هزارم میلیمتر درج شده باشند نیز مانند ریزسنج هایی است که تا یک صدم میلیمتر مدرج شده اند با این تفاوت که در ریزسنج های ورنیه دار اندازه اضافی یک هزارم نیز از روی ریزسنج خوانده شده و به اندازه خوانده شده تا یک صدم افزوده می شود.
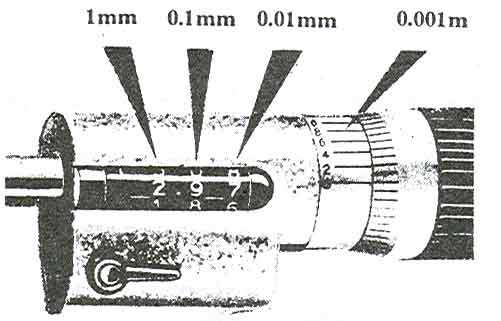
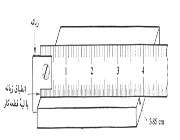
ریز سنج مدرج تا یک هزارم میلیمتر
درجه بندی ورنیه روی پوسته به 10 قسمت تقسیم شده است. اندازه کمانی که این 10 قسمت را در بر می گیرد دقیقاً برابر با اندازه کمانی است که 9 قسمت از درجه بندی روی طبلک را می پوشاند. بنابراین تفاوت میان یکی از تقسیمات روی ورنیه و یکی از تقسیمات روی طبلک معادل یک دهم تقسیم بندی روی طبلک یا به عبارت دیگر برابر با  میلیمتر است.
میلیمتر است.
برای خواندن ریزسنجی که تا یک هزارمیلیمتر مدرج شده باشد اندازه را با تقسیم بندی یک صدم به دست آورید و آن گاه مشخص کنید که کدام یک از خطوط روی ورنیه با یکی از خطوط طبلک روبه روی هم هستند. اگر خط 1 روی ورنیه با یکی از خطوط طبلک روبه روی هم باشند یک هزارم و اگر خط 2 روبه رو باشد دو هزارم بر اندازه صدم بیفزایید و الی آخر.
کولیس ورنیه دار
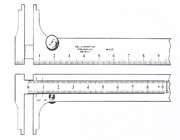
کولیس ورنیه دار یک تیغه مدرج و یک فک متحرک دارد. تیغه درجه بندی شده است و دوکشویی روی آن سوار شده اند که یکی از آن ها به وسیله مهره افقی تا اندازه ای قابل تنظیم است و دیگری می تواند در طول تیغه حرکت کند. لبه های بیرونی فک های ثابت و متحرک برای اندازه گیری قطر درونی و اندازه های دیگر مناسب هستند. لبه های درونی آن ها نیز برای اندازه گیری های بیرونی به کار می روند.
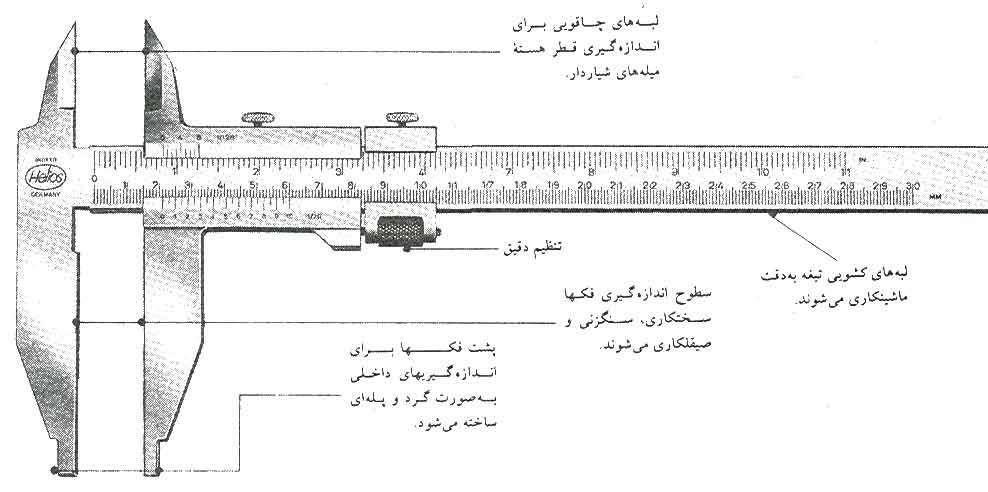
کولیس ورنیه. تنظیم دقیق اندازه آن با محکم کردن پیچ سمت راست و چرخاندن مهره آجدار بر روی پیچ افقی صورت می گیرد.
تیغه کولیس با تقسیماتی به اندازه یک میلیمتر مدرج شده است. روی هر دهمین خط درجه بندی شماره ای وجود دارد که نمایانگر ده میلیمتر است. ورنیه نیز به 50 قسمت تقسیم شده که روی هر پنجمین خط درجه بندی شماره ای وجود دارد که نمایانگر یک دهم میلیمتر است. طول این 50 تقسیم بندی برابر با طول 49 تقسیم بندی روی تیغه است.
جزئیات کولیس ورنیه. این ورنیه اندازه های تا 02/0 میلیمتر را نشان می دهد.
از آن جا که هر تقسیم بندی روی تیغه کولیس برابر با یک میلیمتر است بنابراین 49 تقسیم بندی برابر با 49=1×49 میلیمتر و مجموع تقسیم بندی روی ورنیه نیز برابر با همین مقدار خواهد بود. بنابراین اندازه هر یک از تقسیمات روی ورنیه برابر با 98/0 = 50 ÷ 49 میلیمتر است. یعنی اختلاف نیان یک تقسیم بندی روی تیغه (یک میلیمتر) و یک تقسیم بندی روی ورنیه (98/0 میلیمتر) برابر با 02/0 میلیمتر خواهد بود. اگر شاخص های صفر تیغه و ورنیه بر هم منطبق باشند اولین خط سمت راست شاخص صفر ورنیه با اولین خط سمت راست شاخص صفر تیغه به اندازه 02/0 میلیمتر با هم اختلاف خواهند داشت. به همین شکل اختلاف خط بعدی ورنیه با خط بعدی تیغه به اندازه 04/0 میلیمتر و الی آخر. این اختلاف برای هر تقسیم بندی (خط) به اندازه 02/0 میلیمتر افزایش می یابد تا آن که خط 50 ورنیه با خط 49 تیغه منطبق شود.
برای خواندن اندازه روی کولیس باید اندازه های میلیمتر را که سمت چپ شاخص صفر ورنیه قرار دارند محاسبه کرد و سپس مقدار دهم و صدم میلیمتر را با توجه به خطی از ورنیه که با یکی از خطوط تیغه روبروی هم قرار گرفته اند تعیین و به مقادیر قبلی افزود.
شادی روح شهدا صلوات
ابزارهای اندازه گیری<\/h1>
برای اندازه گیری دقیق از ابزارهای ویژه ای استفاده می شود که بسیاری فراخور همه انواع اندازه گیری هستند. رایج ترین آن ها عبارتند از:
1? خط کش
2? گونیا
3? کولیس
4? پرگار تقسیم
5? زاویه سنج
6? شیب سنج
هر یک از این ابزارها دارای انواع گوناگونی است. ابزارهای اندازه گیری به طور کلی در دو دسته طبقه بندی می شوند:
1? خطی
2? زاویه ای
خط کش ها:
انواع گوناگون خط کش های ماشین کاری در دسته های زیر طبقه بندی می شود:
1? صاف
2? فنری
3? زبانه دار
4? گیره دار
5? کولیس
6? شیاری
7? اِشل
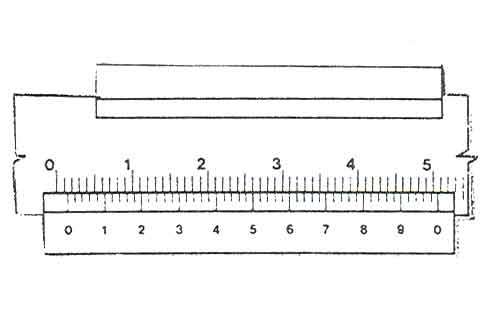
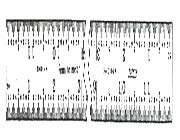
این خط کش ها همه از فولاد آبداده ساخته می شوند و تقسیمات اندازه با دقت بسیار روی آنها حک می شود. تقسیمات خط کش انواع بسیار دارد و خط کش ها با طول های گوناگون ساخته می شوند. ضخامت خط کش های فولادی بسته به طول آنها دامنه ای از 4/0 تا 2/1 میلیمتر را در بر می گیرد. خط کش فولادی 15 سانتی ساده معمول ترین نوع خط کش است. در خط کش های اینچی هر اینچ به 8 و نیز 16 قسمت و در خط کش های میلیمتری هر سانتیمتر به 10 و نیز 20 قسمت تقسیم می شود. چگونگی تقسیم بندی های کوچکتر در شکل زیر نشان داده شده است. با توجه به ارقام و علایم ، مشاهده می شود که در لبه پایین خط کش تقسیمات اندازه 20 به 20 شماره گذاری شده است.
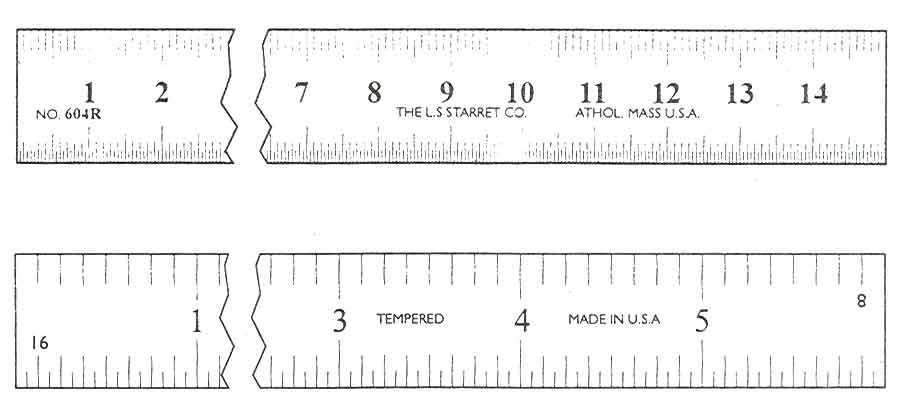
شکل 1 خط کش 15 سانتی متری فولادی آبداده با تقسیم بندی هایی که خواندن اندازه های کوچک را نیز آسان می سازد. شکل پشت و روی خط کش یکسان است.
هنگام اندازه گیری با خط کش فولادی به جای قرار دادن انتهای خط کش بر روی لبه قطعه کار بهتر است نشان تقسیم بندی یک سانتیمتر در لبه قرار گیرد؛ همچنین خط کش باید موازی با لبه قطعه کار باشد ضمناً فراموش نکنید که از عدد خوانده شده باید یک سانتیمتر کم شود. هنگام منطبق کردن نشان سانتیمتر بر روی لبه قطعه کار باید دقت شود که لبه قطعه کار درست روبروی نقطه میانی خط نشان 1 سانتیمتر خط کش قرار گیرد. گرچه خطوط تقسیم بندی خط کش های ماشین کاری از خط کش های معمولی بسیار دقیق تر و ظریف تر است ولی به هر حال نمی توان آن ها را بدون پهنا حک کرد. البته پهنای این خطوط برای بهتر دیدن اندازه ها لازم است.

شکل 2 اندازه گیری یک قطعه تخت با خط کش . بعضی از ماشین کاران به جای کم کردن یک سانتیمتر از اندازه خوانده شده تعداد اندازه های موجود بر روی خط کش را می شمارند.

شکل 3 خط تقسیم بندی 1 سانتیمتر و نیز خطوط میان نشانه های 1و2 بزرگ نمایی شده است. به پهنای خطوط تقسیم ونیز لزوم قرار دادن صحیح خط کش برای جلوگیری از بروز هرگونه خطا در اندازه گیری توجه کنید.
از خط کش فولادی برای اندازه گیری قطر درونی قطعات استوانه ای نیز استفاده می شود. برای جلوگیری از بروز خطا در خواندن اندازه لبه خط کش را نباید زیاد در درون استوانه فرو بُرد. با حرکت دادن خط کش به طرف جلو و عقب در امتداد قوسی کوچک اندازه های مختلفی به دست می آید که بزرگ ترین آنها اندازه صحیح قطر درونی استوانه است.
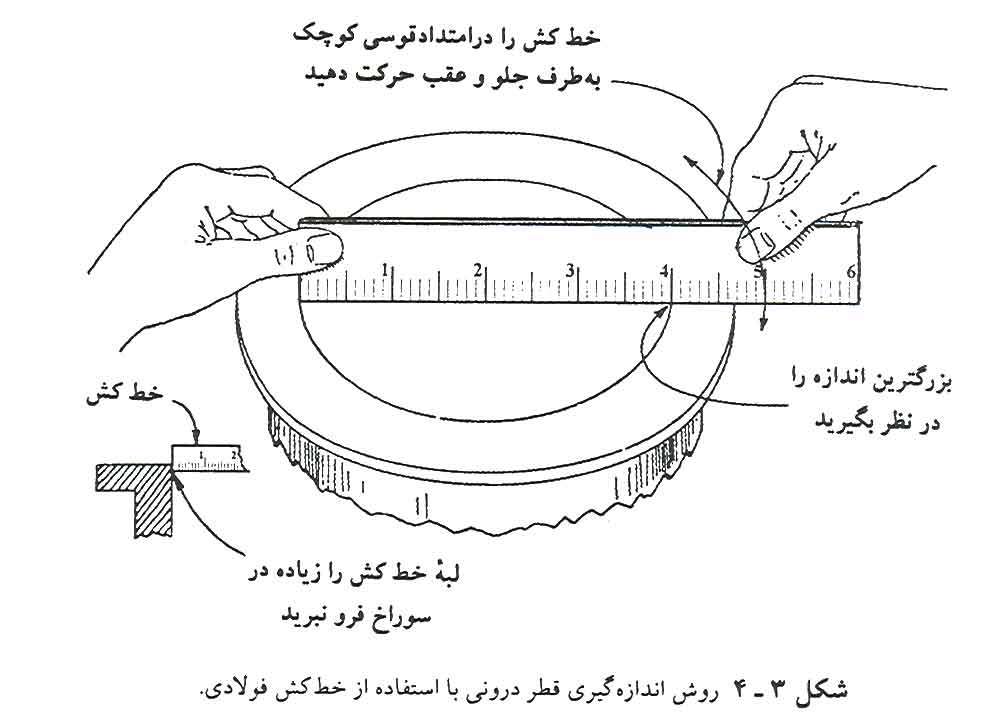
شکل 4 روش اندازه گیری قطر درونی با استفاده از خط کش فولادی.
برای اندازه گیری قطر درونی مقاطع گرد باید خط کش را روی سطح مقطع آن قرار داد و باز از خط نشان تقسیمات خط کش استفاده کرد. با جلو و عقب راندن خط کش در امتداد قوسی کوچک بزرگ ترین اندازه ای که خوانده می شود اندازه قطر بیرونی قطعه است.
برای اندازه گیری عمق سوراخ بهتر است از دو خط کش استفاده شود یکی از آنها و یا یک تیغه صاف به گونه ای در انتهای قطعه کار قرار می گیرد که خط تقسیم بندی خط کش دیگر دقیقاً بر روی تیغه آن قرار گیرد.
شکل 5 روش اندازه گیری قطر بیرونی مقاطع گرد با استفاده از خط کش فولادی.

شکل 6 استفاده از دو خط کش برای اندازه گیری عمق سوراخ.
در این حالت عمق سوراخ را می توان به دقت از روی خط کش اندازه گیری دوم خواند. البته برای این منظور استفاده از خط کش فولادی و سطح صاف نتیجه دقیقتری به دست می دهد.

شکل7 اندازه گیری عمق سوراخ با استفاده از خط کش فولادی و سطح صاف.
یکی دیگر از موارد استفاده خط کش فولادی اندازه گیری فاصله میان دندانه های پیچ (گام) در هنگام پیچ تراشی با ماشین تراش است. برای این منظور خط کش را موازی با محور قطعه کار قرار دهید و تعداد دندانه ها را در یک اینچ بشمارید.
شکل 8 اندازه گیری گام دندانه های پیچ با استفاده از خط کش فولادی.
نخستین دندانه ای که باید شمرده شود همان نخستین دندانه ای است که درست در طرف راست خطِ تقسیم بندی خط کش قرار دارد.
خط کش زبانه دار درشکل نشان داده شده است. این خط کش دارای قلاب یا زبانه ای است که به شکل برجسته از سر صفر خط کش برون زده است. این زبانه همان طور که در شکل نشان داده شده است ممکن است ثابت یا قابل تنظیم باشد. این نوع خط کش برای اندازه گیری اجسام از آغازگاههایی که مشاهده انطباق خط کش با قطعه کار در آن آغازگاهها امکانپذیر نباشد و نیز رای اندازه گیری از آغازگاه های گرد، اندازه گیری ابعاد توپی چرخ و نافی قرقره ها و تنظیم کولیس ها به کار می رود.
در بعضی موارد بهتر است به جای خط کش فولادی از خط کش زبانه دار استفاده شود. وجود زبانه و امکان تنظیم دقیق خط کش با لبه قطعه کار موجب کاهش بروز خطا در هنگام قرار دادن خط کش بر روی قطعه کار می شود. از خط کش زبانه دار می توان همراه با یک خط کش فولادی دیگر یا یک تیغه صاف برای اندازه گیری ابعاد غیرقابل دسترس مانند ابعاد موتور نیز استفاده کرد.
شکل 1 خط کش زبانه دار.
شکل 2 اندازه گیری طول قطعه ی تخت با استفاده از خط کش زبانه دار. وجود زبانه موچب انطباق دقیق خط کش بر روی لبه ی قطعه کار می شود و خواندن اندازه ی واقعی را آسان می کند.
خط کش گیره دار به مجموعه ای متشکل از چند خط کش کوچک و یک گیره اطلاق می شود. گیره می توان هر یک از این خط کش ها را با زاویه دلخواه در شیار سر خود نگه دارد .
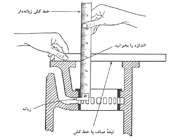
شکل 3 اندازه گیری عمق زیر فلانچ سوپاپ با استفاده از خط کش زبانه دار و تیغه ی صاف.
برای اندازه گیری سریع میلگردها و لوله های باریک و ورق های نازک و… مناسب تر این است که از وسیله ای استفاده شود که قطعه را در میان دو فک خود جای دهد. وسیله ای که از عهده این کار بر می آید کولیس نام دارد . کولیس در انواع گوناگون ساخته می شود. نوعی کولیس کشویی را نشان می دهد.
اِشِل یا خط کش مخصوص اندازه گیری انقباضات در مدل سازی به کار می رود زیرا خط کشی است که اندازه های آن با در نظر گرفتن اندازه انقباض قطعات ریختگی تقسیم بندی شده است.
شکل 4 خط کش گیره دار متشکل از گیره و چند خط کش کوچک. این خط کش ها در اندازه های گوناگون و با تقسیمات اندازه ی75/1 سانتی متری ساخته می شوند. خط کش در شکاف سر گیره قرار می گیرد و با مهره ی آجدار سر دیگر گیره در حالت دلخواه که می تواند شیبدار هم باشد تنظیم و محکم می شود. این خط کش از فولاد آبداده ساخته و در هر دو رو اندازه گذاری می شود. از این خط کش برای اندازه گیری اندازه های معمولی در قالب سازی و یا برای اندازه گیری شیار ها و جای خارهایی که با خط کش های معمولی قابل اندازه گیری نباشند استفاده می شود.

شکل 5 کولیس برای اندازه گیری های سریع به کار می رود.
اندازه مجاز انقباض در قطعات ریختگی بسته به نوع فلز و شرایط ریخته گری فرق می کند و اندازه مجاز انقباض برای قطعات ریختگی با ضخامت تقریباً یکنواخت به شرح زیر است:
چدن: 10 میلیمتر در متر.
برنج: 15 میلیمتر در متر.
شکل6 کولیس کشویی . نوک زبانه فک ها برای اندازه گیری قطر سوراخ های 3 میلیمتر به بالا به کار می رود. قفل مهره کولیس برای قفل کردن فک ها و حفظ تنظیم خاص آن در هنگام اندازه گیری به کار می رود. دگمه کشویی باز و بسته کردن فک ها را آسان می کند.
شکل 7 اِشِل یا خط کش مدل سازی . به هشدار اندازه ی انقباض 5 میلیمتر در متر توجه کنید.
فولاد: 20 میلیمتر در متر.
چدن چکشخوار: 15 میلیمتر در متر.
روی: 26 میلیمتر در متر.
قلع: 5/2 میلیمتر در متر.
آلومینیوم: 15 میلیمتر در متر.
آلیاژ مس و روی و آنتیموان: 5/2 میلیمتر در متر.
این رقوم اندازه های استاندارد انقباض فلزات گوناگون هستند ولی اندازه و شکل قطعات ریختگی نیز جای توجه دارند. در شرایط یکسان قطعات ریختگی ضخیم تر کمتر و قطعات ریختگی نازک تر بیشتر از اندازه استاندارد منقبض می شوند. کیفیت جنس و نیز روش قالب ریزی و سرد کردن هم بر اندازه انقباض اثر می گذارد.
برای مثال هنگامی که در قالب ماسه ای مذاب ریخته می شود دمای آن زیاد است و در نتیجه با سرد شدن مذاب و انجماد آن قطعه ریختگی منقبض می شود. اگر برای ساخت قالب از مدل چوبی استفاده شده باشد مدل ساز باید ابعاد مدل را بزرگ تر در نظر گرفته باشد تا اندازه های قطعه ریختگی پس از انقباض به اندازه های دلخواه نزدیک شود. بنابراین از دیدگاه مدل ساز همه ابعاد قطعه باید در ضریبی برای جبران انقباض ضرب شوند و این مهم بر روی خط کش مدل سازی انجام شده است. خط کش انقباضی ((10 میلیمتر در متر)) برای چدن به کار می رود و اندازه واقعی آن در هر متر اسمی 101 سانتیمتر است.
از آن جایی که تفاوت زیادی در اندازه انقباض فلزات گوناگون وجود دارد در مدل سازی از خط کش های انقباضی گوناگون استفاده می شود. برای مثال، مدل سازی که با فولاد (با انقباض 20 میلیمتر در متر) سروکار دارد باید از خط کش مخصوص (( انقباض 20 میلیمتر در متر)) استفاده کند.
گیره خط کش برای بستن دو خط کش به همدیگر برای اندازه گیری طول هایی که از طول هر یک از آنها بزرگ تر باشد به کار می رود .

شکل 8 گیره خط کش برای بستن دو خط کش به همدیگر به کار می رود.
گیره جاخار- برای تبدیل تیغه های صاف، خط کش های فولادی و نیز تیغه های گونیا به خط کش جاخار و به منظور نقش اندازی جاخارها و رسم خطوط موازی روی محورها و میلگرد ها به کار می رود.
پایه خط کش- برای نگه داشتن خط کش در وضعیت قائم و انتقال اندازه ها از سنجه های سطح (صافی سنج و …) به کار می رود .

شکل 9 گیره جاخار برای تبدیل تیغه های صاف و خط کش های فولادی به خط کش جاخار به کار می رود.
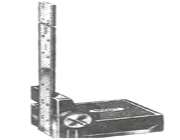
شکل10 پایه خط کش برای نگه داشتن خط کش در وضعیت عمودی و انتقال اندازه ها از سنجه های سطح به کار می رود
شادی روح شهدا صلوات

