پرگارهای اندازه گیری
در این پست آموزش استفاده از پرگار را به شما آموزش میدهیم
ابزارهای اندازه گیری (پرگار قسمت اول)

پرگارهای اندازه گیری:
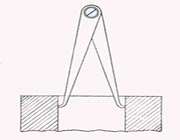
بنابر تعریف پرگار ابزاری است که برای اندازه گیری ابعاد اجسام، به ویژه قطرهای بیرونی و درونی قطعات استوانه ای به کار می رود. این ابزار متشکل از دو شاخه منحنی شکل فولادی است که در انتها با اتصال محکمی به هم لولا شده اند. فاصله میان دو نوک پرگار نمایانگر اندازه است. از پرگار بیشتر در اندازه گیریهایی استفاده می شود که نیازی به دقت ریزسنج نباشد. انواع گوناگونی از پرگارها برای اندازه گیریهای مختلف در کارگاهها به کار می رود. پرگارها را می توان در انواع زیر دسته بندی کرد:
1? سخت مفصل
2? فنری
3? انتقال اندازه یا لولا قفلی
4? مرکزیاب
برای اندازه گیری نباید پرگار را روی اجسام در حال گردش در ماشین تراش یا هر ماشین دیگر به کار برد زیرا در صورت قرار دادن یک لبه پرگار بر روی قطعه کار لبه دیگر آن نیز بر اثر اصطکاک میان سطوح متحرک بر روی قطعه کار کشیده می شود و با وارد آمدن اندک فشار بر پرگار پایه های آن به بیرون برمی جهد. به علاوه اندازه ای که از روی قطعه در حال حرکت برداشته شود دقت چندان ندارد.
تعبیرهای ((درونی)) و ((بیرونی)) به این معنا هستند که این پرگارها به ترتیب برای اندازه گیری ابعاد درونی و بیرونی به کار می روند.

الف : پرگار بیرونی برای اندازه گیری ابعاد بیرونی. | ب : پرگار درونی برای اندازه گیری ابعاد درونی. |
کاربردهای پرگار سخت مفصل
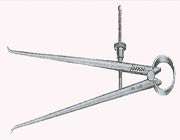
پرگارهای سخت مفصل_ پایه های این نوع پرگار با مفصل اصطکاکی به هم متصل هستند حال آنکه در پرگارهای فنری فنر حلقوی ناقصی دو پایه را به هم متصل می کند و فاصله میان دو پایه پرگار با پیچ و مهره تنظیم می شود.


الف : پرگار بیرونی | ب : پرگار درونی |
پرگار سخت مفصل

الف :پرگار بیرونی | ب : پرگار درونی |
پرگارهای فنری
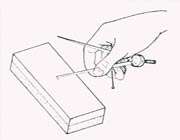
برای تنظیم پرگارهای بیرونی و درونی باید آنها را با اندازه تقریبی نزدیک به قطر دلخواه تنظیم کرد و سپس یکی از پایه ها را با ضربه های آرام به جسمی مناسب زد و دهانه پرگار را تا اندازه دقیق دلخواه باز یا بسته کرد.این روش نیاز به تمرین و ممارست دارد. معمولاً در آغاز چون افراد مبتدی ضربه های محکم می زنند دهانه پرگار بیش از اندازه لازم باز یا بسته می شود.
الف : روش درست | ب : روش نادرست |
روش درست و نادرست ضربه زدن با پایه پرگار سخت مفصل برای تنظیم آن.
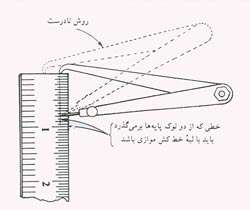
پرگارهای فنری برخلاف پرگارهای سخت مفصل در اندازه های بزرگ ساخته نمی شوند. برای تنظیم این نوع پرگار با اندازه دلخواه معمولاً از خط کش فولادی استفاده می شود. پرگار فنری بیرونی بدین گونه تنظیم می شود که یکی از انگشتان دست چپ انتهای خط کش و یکی از پایه های پرگار را در حالت مماس بر هم نگه می دارد و مهره تنظیم پرگار با انگشت شست و انگشت اشاره دست راست تنظیم می شود.
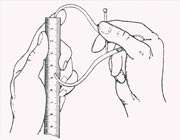
روش تنظیم پرگار فنری بیرونی
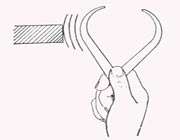
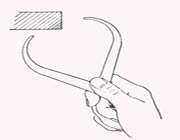
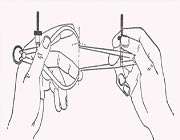
پرگار بیرونی برای اندازه گیری قطر میلگردها به کار می رود. ماشینکاران ماهر به مرور لامسه حساستر یا ((احساسی)) پیدا می کنند که به یاری آن می توانند اندازه دقت کارشان را با پرگار تعیین کنند. برای نگهداشتن پرگار فقط باید از نوک انگشتان استفاده شود. پرگار نباید زیاده محکم گرفته شود زیرا حالت آزاد انگشتان موجب افزایش حساسیت لامسه یا احساس دقت می شود. ماشینکار باتجربه به یاری حس خود اختلاف قطر چند صدم میلیمتر را هم تشخیص می دهد.
اندازه گیری با پرگار هنگامی به درستی انجام می شود که تنها نیرویی که پرگار را بر روی محور می فشرد وزن خود پرگار باشد. قطر واقعی قطعه کار نیز هنگامی به درستی اندازه گیری می شود که خط محوری قطعه کار بر خط بر گذشته از نقاط تماس پرگار با آن عمود باشد.
حالت درست پرگار برای اندازه گیری قطر قطعه کار.
برای تنظیم پرگارهای درونی سر خط کش را روی یک سطح صاف قرار دهید و آن را در حالت عمود بر سطح نگه دارید سپس یکی از پایه های پرگار را بر روی سطح قرار دهید و با انگشتان شست و اشاره دست راست پایه دیگر را روی اندازه دلخواه تنظیم کنید. دقت کنید که سر پایه دوم پرگار درست روبروی مرکز خط اندازه خط کش قرار گیرد.
همچنین با قرار دادن پایه های پرگار درونی در میان نقاط تماس پرگارهای ریزسنج بیرونی می توان آنها را دقیقتر تنظیم کرد.
برای اندازه گیری قطر سوراخ باید دو سر پایه های پرگار را به گونه ای که نشان داده شده است در درون آن جای دهید و آرام آرام دست خود را بالا بیاورید و همزمان پرگار را نیز تنظیم کنید. به پرگار فشار نیاورید و دقت کنید که نوک پایه ها در امتداد قطر سوراخ قرار گیرد.
روش اندازه گیری با پرگار درونی.
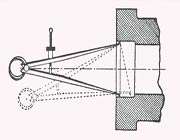
برای انتقال تنظیم از پرگار بیرونی به پرگار درونی نوک یکی از پایه های پرگار بیرونی باید بر روی نوک نظیر به نظیر پرگار دیگر قرار گیرد و در حالی که نقطه تماس این دو پایه به عنوان لولا به کار می رود پرگار درونی روی مسیری مانند خط چینِ نشان داده شده در شکل حرکت داده شود و مهره تنظیم به اندازه ای باز یا بسته شود که ((احساس)) دلالت بر درستی انتقال تنظیم کند.
روش انتقال اندازه تنظیم شده از پرگار بیرونی به پرگار درونی.
دقت اندازه گیری با پرگار بستگی به مهارت، تشخیص و تجربه ماشینکار دارد. بعضی از ماشینکاران و ابزارسازان دقتهای بسیار غریبی از خود نشان می دهند حال آنکه بعضی دیگر فاقد احساس لامسه قوی برای انجام این کار هستند.

پرگارهای انتقال اندازه یا لولا قفلی
پرگارهایی هستند که برای اندازه گیری ابعادی که دسترسی به آن ها چندان آسان نباشد و در صورتی که از پرگارهای دیگر استفاده شود خارج کردن آن ها امکان پذیر نباشد، مانند اندازه گیری قطر حفره های پخ خورده یا شانه های پشت قطعه کار، بسیار سودمند توانند بود.
ساختمان این نوع پرگارها به گونه ای است که پس از تنظیم می توان دو پایه آن ها را برای عبور از موانع بست و چون باز شوند دوباره به همان دقت نخستین تنظیم باز می گردند.


الف : پرگار بیرونی | ب : پرگار درونی |
پرگار انتقال اندازه یا لوله قفلی سخت مفصل.
پرگارهای مرکزیاب
پرگارهایی هستند که یک پایه کوتاهتر سرکج و یک پایه معمولی دارند. از این پرگارها می توان برای ترسیم خط روی محور یا کشیدن خط روی سطحی به موازات لبه قطعه کار استفاده کرد.


الف : نمای روبرو | ب: نمای پشت |
پرگار مرکزیاب با پایه سرکج و پایه نوک گرد قابل تنظیم.
پایه نوک تیز یا ترسیمگر باید به گونه ای تنظیم شود که اندکی کوتاهتر از پایه سرکج باشد. پایه سرکج را روی انتهای خط کش قرار دهید و پایه ترسیمگر را بر روی اندازه دلخواه تنظیم کنید.
روش تنظیم پرگار مرکز یاب . روش نادرست با خط چین نمایانده شده است.
پرگارهای تقسیم:
این ابزارها در ظاهر شبیه به پرگار است با این تفاوت که پایه های آن دارای سطح مقطع گرد و نوک تیز است. به طور کلی فاصله میان سطوح یا روی آنها با پرگار مناسب اندازه گیری و سپس این اندازه که در واقع همان فاصله میان سرهای دو پایه پرگار است با اندازه استاندارد، مانند تقسیمات اندازه خط کش مقایسه می شود. تعیین فاصله میان نقاط، انتقال اندازه ها از روی خط کش و نیز رسم دایره یا کمان از دیگر موارد کاربرد پرگارهای تقسیم به شمار می رود.
پرگارهای تقسیم بر اساس نوع اتصال و طول پایه ها دسته بندی می شوند. ساده ترین نوع آن ها پرگار سخت مفصل است.
پایه های پرگارهای تقسیم فنری از جنس فولاد و دارای مقطع گرد و کاملاً پرداخت شده هستند و نوک آن ها همتراز هم قرار می گیرد.

پرگار تقسیم فنری ابزارسازی.
پرگارهای تقسیم لولا قفلی را می توان تا موضع تقریباً صحیح اندازه گیری آزادانه پیش برد و سپس قفل آن را بست و با پیچ تنظیم فاصله آن را تثبیت کرد.
پرگارهای تقسیم بالدار ساختمانی مانند پرگارهای نوع لولا قفلی دارند با این تفاوت که تنظیم و تثبیت اندازه آن به جای پیچ لولا با پیچ های بال انجام می شود.

پرگار تقسیم بالدار.
نوک تمام پرگارهای تقسیم باید با زاویه 25 درجه سنگ زنی و همواره تیز نگهداشته شود. بیشتر بودن زاویه موجب دشواری تنظیم نوک پرگار روی خط یا نقطه دلخواه و کمتر بودن آن موجب سایش بسیار سریع نوک و در نتیجه لزوم تیز کردن مداوم آن می شود. برای تیز کردن نوک باید از سنگ چاقو تیزکنی استفاده شود.در صورت استفاده مداوم از پرگار تیز کردن مرتب نوک موجب می شود که دیگر نیازی به سنگ زدن پیش نیاید.
نوک پرگار باید به گونه ای تیز شود که از امتداد خط محوری پایه خارج نشود. بدین منظور آن را در امتداد جلو و عقب برروی سنگ بمالید و با چرخاندن مچ در حین حرکت رفت و برگشت دست، نوک پرگار را هر دم روی ناحیه تازه ای از سنگ بچرخانید.
روش تیز کردن نوک پرگار تقسیم.
نوک پرگارهای تقسیم ظریف و تیز است و بنابراین باید سخت مراقب بود تا آسیب نبینند. بعضی از ماشینکاران هنگام تنظیم این ابزار آن را عمود بر خط کش نگاه می دارند ولی این روش می تواند موجب آسیب دیدن نوکها و نیز ایجاد خراش بر روی خط کش شود.
برای تنظیم پرگار تقسیم خط کش را روی سطحی صاف بگذارید و پرگار را به گونه ای که در شکل نشان داده شده است در دست بگیرید. یکی از دو نوک پرگار را روی خط اندازه ای از خط کش قرار دهید و با باز و بست کردن پیچ تنظیم با انگشتان شست و اشاره دست راست نوک دیگر پرگار را روی خط اندازه ای تنظیم کنید که فاصله دهانه دلخواه را به دست دهد. توجه کنید که نوک پرگار باید بر مرکز خط اندازه منطبق شود و خطی که از دو نوک پرگار می گذرد با لبه خط کش موازی باشد.

روش تنظیم پرگار تقسیم فنری
برای تنظیم پرگارهای تقسیم سخت مفصل ابتدا آن را با اندازه تقریبی تنظیم کنید و سپس با یکی از پایه های آن بر شیء مناسبی ضربه های آرام بزنید تا دقت دلخواه به دست آید. روش تنظیم دقیق این پرگار مانند روشی است که پیشتر برای تنظیم پرگارهای سخت مفصل گفته شد.
شادی روح شهدا صلوات
آموزش کار با میکرومتر
اندازه گیری طول توسط ریزسنج
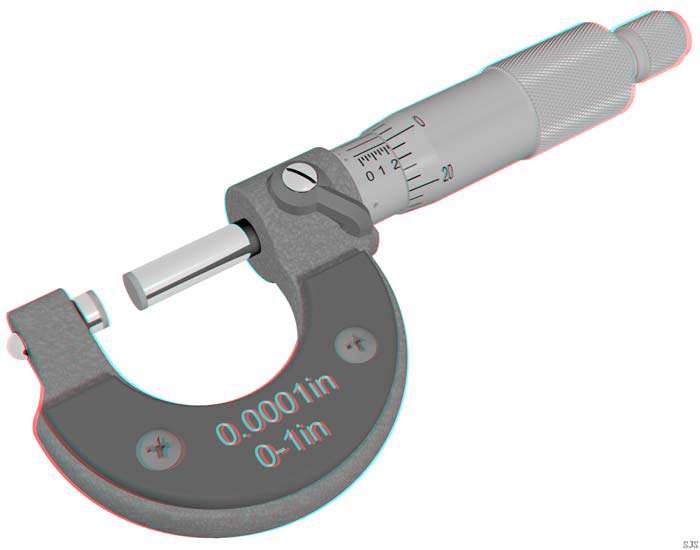
ریزسنج وسیله ای است که برای اندازه گیری طول بکار می رود. ریزسنج از کولیس دقیق تر بوده و برای اندازه گیری طول با دقت های بالا بکار می رود.
ریزسنج از یک استوانه ثابت مدرج، یک استوانه متحرک مدرج که می تواند روی استوانه ثابت بچرخد و جابجا شود و یک کمان فلزی متصل به استوانه ثابت تشکیل می شود.

گام ریزسنج عبارت است از مقدار جابجایی استوانه متحرک در طول استوانه ثابت به ازای هر دور چرخش و به نحوه طراحی و دقت دستگاه بستگی دارد. گام ریزسنج می تواند 1 میلی متر یا نیم میلی متر باشد.

هر گاه استوانه متحرک به 50 قسمت تقسیم شده باشد، با چرخاندن استوانه متحرک به اندازه دو دور کامل دهانه یک میلی متر جابجا می شود (گام نیم میلی متر) و در نتیجه 100 قسمت از استوانه متحرک معادل 1 میلی متر از استوانه ثابت (خط کش ثابت) می باشد و لذا دقت دستگاه 1/100 میلی متر می باشد.

فرض کنید دهانه ریزسنج پس از چندین دور چرخش، مقداری باز شده است، حال برای خواندن این مقدار، تعداد میلی متر ها را می توان از روی استوانه ثابت خوانده و با کسری از میلی متر که بر روی استوانه متحرک خوانده می شود جمع کرده و اندازه جسم مورد نظر را اندازه گیری نمود. البته اصول کاری ریزسنج و نحوه خواندن آن به صورت مفصل در مطلب ورنیه توضیح داده شده است.

برای مثال اگر استوانه کامل به اندازه 5 دور کامل و کسری از دور چرخیده شود و گام ریزسنج نیم میلی متر باشد، خواندن این عدد چنین است که 5 دور معادل 5/2 میلی متر می باشد و اگر عددی که بر روی استوانه متحرک خوانده می شود 35 باشد، مقدار اندازه گیری شده برابر خواهد بود با

شادی روح شهدا صلوات
آموزش اندازه گیری طول قطعات با کولیس
در این پست از سکه برای شما آموزش اندازه گیری طول قطعات با کولیس را قرار میدهیم
کولیس در کارگاه های ساخت و تولید یافت میشود.هنرجوهای هنرستان و مهندسین ساخت و تولید حتما با این وسیله اندازه گیری آشنایی دارند
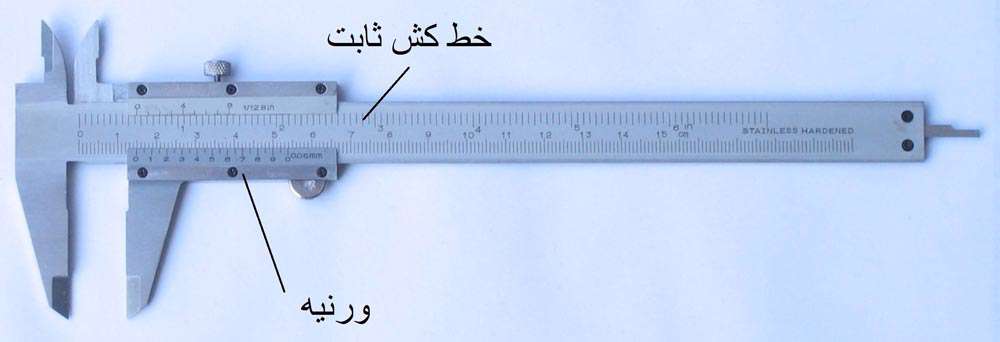
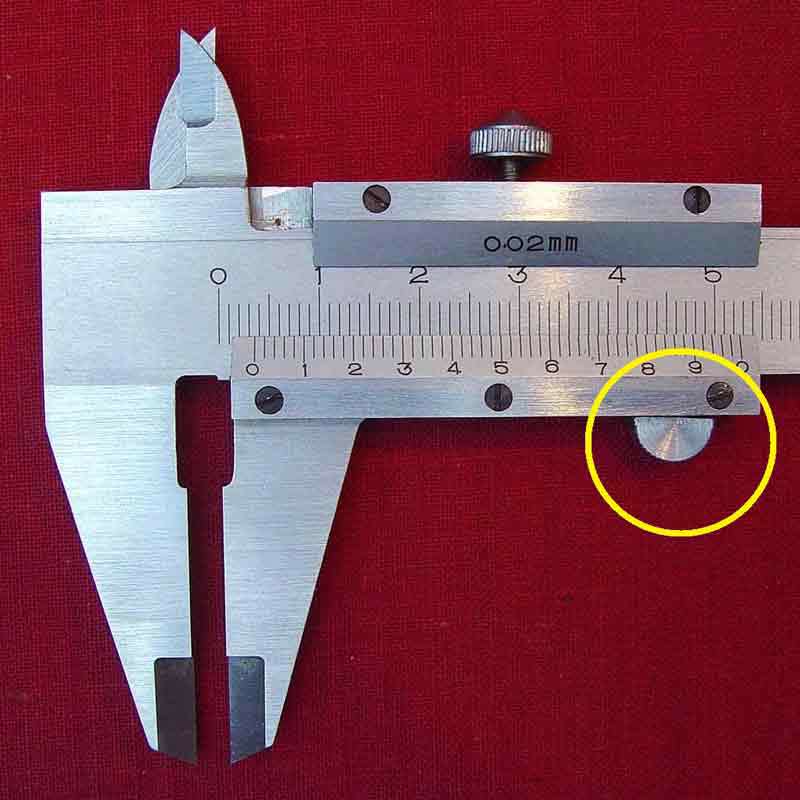
کولیس یک وسیله اندازه گیری طول می باشد که دقت اندازه گیری آن از خط کش معمولی بیشتر است. میزان دقت کولیس به چگونگی درجه بندی ورنیه آن بستگی دارد. تمامی کولیس ها از یک خط کش ثابت معمولی (که بر حسب سانتی متر و میلی متر درجه بندی شده) و یک قسمت متحرک به نام ورنیه تشکیل می شود.
کولیس ها می توانند طول را به 3 روش اندازه گیری نمایند که هر یک از این روش ها کار برد خاصی دارند و در زیر آن ها را توضیح می دهیم:
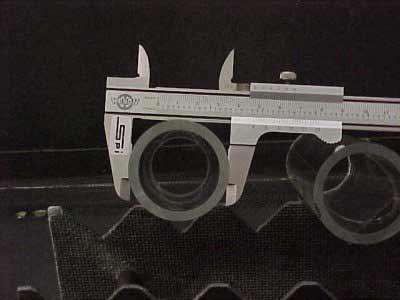
1- اندازه گیری به وسیله دهانه بزرگ کولیس:
دهانه بزرگ کولیس را در شکل زیر مشاهده می کنید:

از دهانه بزرگ کولیس جهت اندازه گیری ضخامت و قطر خارجی اجسام استفاده می شود.
دهانه کوچک کولیس را در شکل زیر مشاهده می کنید:

از دهانه کوچک کولیس برای اندازه گیری دهانه داخلی حفره ها، قطر داخلی لوله ها، عرض شیار ها و… به کار می رود.
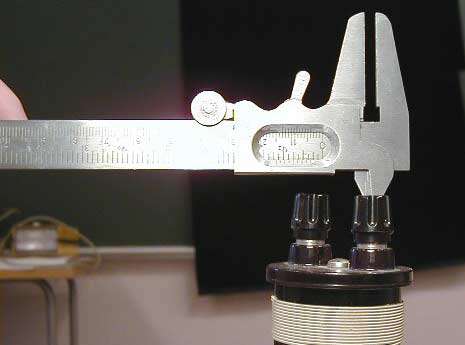

3- اندازه گیری به وسیله عمق سنج کولیس:
عمق سنج کولیس را در شکل زیر مشاهده می نمایید:

از عمق سنج جهت اندازه گیری عمق حفره ها و سوراخ ها استفاده می شود.


با حرکت دادن ورنیه، دهانه بزرگ، دهانه کوچک و عمق سنج به یک میزان جابه جا می شوند.
کولیس ها معمولاً دارای پیچ یا شاسی ای می باشند که دهانه کولیس را ثابت نگه می دارد. این شاسی برای مواردی که امکان تکان خوردن ورنیه و ایجاد خطا در اندازه گیری وجود دارد، استفاده می شود.
نحوه خواندن طول اندازه گیری شده توسط کولیس به صورت مفصل در مطلب ورنیه توضیح داده شده است.
شادی روح شهدا صلوات
اندازه گیری وکنترل قطعات صنعتی
در اندازه کیری و کنترل قطعات صنعتی مواردی پیش می آید که نمی توان مستقیماً توسط اندازه گیرها اندازه مورد نظر را کنترل نمود واصولاً اندازه کیری آنها در حالت عادی مقدور نمی باشد.در این موارد علاوه بر استفاده از وسائل کمک اندازه گیری ابتکارات شخصی رانیز باید در کنترل اندازه آنها دخالت داد. بطورمثال جهت کنترل زوایای داخلی و خارجی مخروطهای ناقص و سایر زوایا ، ابزارهایی مانند زاویه یاب اونیورسال و زاویه یابهای اوپتیکی ساخته شده اند ولی برای اندازه گیری این زوایا با دقت زیاد در کارگاه و ازمایشگاه اندازه گیری می توان با استفاده از میله ها و ساچمه های استاندارد که با شرایط خاصی داخل شیارها یا سوراخها قرار می گیرند استفاده نمود و یا با استفاده از خط کش سینوسی سیستمی پیش بینی کرد که مستقیماًاندازه طولی خوانده شده توسط وسیله اندازه گیری را تبدیل به زاویه نماید و برعکس.
کنترل قطعات دم چلچله : برای کنترل قطعات دم چلچله همیشه می توان اندازه بالایی دم چلچله I)را اندازه گیری نمود ولی برای اندازه گیری زوایا و اندازه پایین (C ) با اشکال مواجه خواهیم بود. برای حل این مشکل با قرار دادن دو میله کنترل هم قطر در طرفین شیار دم چلچله مطابق شکل زیر می توان اندازه پشت تا پشت میله ها را ( L )را اندازه گرفت همین اندازه را می توان از راه محاسبه نیز به شرح زیر محلسبه کرده و در صورت مساوی بودن مقدار ( L )از راه اندازه گیری و محاسبه،صحت اندازه های و C تاً یید می شود .
علائم اختصاری :
L = فاصله پشت تا پشت میله بر حسب میلیمتر
d= قطر میله های کنترل بر حسب میلیمتر
= زاویه دم چلچله بر حسب درجه
h =ارتفاع دم چلچله بر حسب میلیمتر
L=C +2m +d
همانطور که از شکل معلوم می شود مقدار C برابر است با :C= l- 2n
و برای محاسبه مقدار " n " در مثلث قائم الزاویه A\ B\ C\ می توان نوشت :
n= h cotg ? cotg =
و جهت محاسبه مقدار m در مثلث قائم الزاویه ABC می توان نوشت :
cotg m = ? = Cotg
مثال :در قطعه دم چلچله مطابق شکل بایستی C=100mm و 60 = درجه باشد برای کنترل این اندازه ها از دو میله کنترل به قطر d=10mm استفاده شده است . اگر فاصله پشت تا پشت میله ها که توسط میکرومتر اندازه گیری شده L=127.32 mmباشد مقدار L را از راه محاسبه به دست اورده و با مقایسه با مقدار اندازه گیری شده صحت اندازه ها را کنترل نمایید .
L=C+2m+d
m= cotg =
m=5 1.732=8.66mm
L=100+2
چون مقدار محاسبه شده با مقدار اندازه گیری شده برای L با هم مساوی هستند بنابراین صحت اندازه زاویه وC=100mm تایید می شود .
مثال :
اگر طول قسمت بالای قطعه دم چلچله ای I=122mm وارتفاع دم چلچله h=20mm و زاویه دم چلچله باشد مقدار C را به دست اورید .
حل : C=I
n=h c0tg
C=122-2
با بهره گرفتن از روش فوق قطر کوچک مخروط و همچنین زاویه مخروط به شرح زیر قابل کنترل خواهد بود : =L(
برای محاسبه m در مثلث ABC خواهیم داشت :
cotg
m=
بنابراین خواهیم داشت : =L
= L ( d+2
=L
مثال : اگر برای کنترل قطر کوچک مخروط ناقصی از دو میله استاندارد به قطر d=15mm استفاده کنیم و فاصله پشت تا پشت میله ها L=56.36mm وزاویه تنظیم مخروط
باشد قطر کوچک مخروط را محاسبه کنید .
حل : \ 20و =4
20\ =85
=L d( 1+ cotg
کنترل شیار دم چلچله :
برای کنترل اندازه های شیار دم چلچله نیز می توان مانند قطعه دم چلچله اندازه پشت تا پشت میله ها را از راه محاسبه و اندازه گیری بدست اورده وبا هم مقایسه کرد .
C=I+2n L=C -2m-d
برای به دست آوردن مقدار n در مثلث قائم الزاویه A\ B\ C\ می توان نوشت :
cotg
و برای محاسبه مقدار m از مثلث قائم الزاویه A B C خواهیم داشت :
cotg =
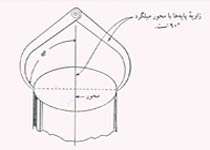
کنترل زاویه مخروط داخلی :
برای کنترل زاویه مخروط داخلی از دو ساچمه مختلف القطر مطابق شکل و به شرح زیر می توان لستفاده کرد :ابتدا ساچمه کوچک را داخل سوراخ مخروطی قرار داده وتوسط عمق سنج اندازه بالای گلوله تا سطح کار اندازه گیری می شود ( ( وسپس ساچمه دوم را در داخل سوراخ مخروطی قرار می دهیم و مقداری که سر ساچمه دوم از دهانه مخروط بیرون زده تا سطح کار را نیز اندازه می گیریم( ) .و پس از به دست اوردن فاصله مرکزین دو گلوله (L )
زاویه مخروط داخلی را به شرح زیر کنترل میکنیم .
با توجه به شکل می توان نوشت :
R h
r +
و در مثلث A B C می توان نوشت :
Sin
مثال : برای کنترل زاویه مخروط داخلی از دو ساچمه به قطر های D=26mm وd= 23mm و مطابق شکل فوق استفاده شده است اگر و باشد حساب کنید :
الف – زاویه تنظیم
ب- زاویه مخروط
حل : الف R=
L= +r-R=34+3
Sin = 0
ب : \ 42 و 21 و 2
کنترل زاویه مخروط خارجی :
برای کنترل زاویه مخروط خارجی از سه روش به شرح زیر می توان استفاده کرد .
الف: با استفاده از میله های استاندارد و راپورتر : در این روش مخروط مورد نظر را از جهت قائده کوچک روی صفحه صافی قرارداده و دو میله تساوی القطر از طرفین به ان مماس میکنیم و فاصله پشت تا پشت میله ها را توسط کولیس یا میکرومتر اندازه می گیریم ( ) سپس چند قطعه راپورتر در دو طرف مخروط به طور مساوی قرار داده و پشت تا پشت میله ها را در محل جدید نیز اندازه می گیریم ( ) و زاویه مخروط را به شرح زیر محاسبه می کنیم .
در مثلث A B C می توان نوشت : tg
در رابطه فوق h ارتفاع راپورترها بوده و طول AB نیز با توجه به شکل چنین محاسبه می شود :
AB=
AB=
بنابراین خواهیم داشت :
tg
tg
مثال : برای کنترل زاویه خارجی مخروطی مطابق شکل از دو میله به قطر d=23mm استفاده شده است .اگر اندازه پشت تا پشت میله ها در مرحله اول و پس از راپورتر گذاری وارتفاع راپورترهای بکار رفته h=15mm باشد حساب کنید :
الف – زاویه تنظیم مخروط را .
ب – زاویه راس مخروط را .
حل: الف tg
tg
ب:
ب : کنترل زاویه مخروط خارجی با استفاده از خط کش سینوسی و ساعت اندازه گیر. در این روش خط کش سینوسی را روی صفحه صافی قرار داده و سپس مخروط را روی ان سوار می کنیم و زیر میله خط کش سینوسی به اندازه ای راپورتر می گذاریم تا مولد مخروط به موازات افق قرار گیرد (افقی قرار گرفتن مولد مخرو را با ساعت اندازه گیری مطابق شکل کنترل می کنیم ) .حال باتوجه به شکل زاویه مخروط را به شرح زیر محاسبه می کنیم :
علائم اختصاری :
E =ارتفاع راپورترها بر حسب میلیمتر .
L =فاصله مرکزی میله های خط کش سینوسی که مقدارش معمولا روی خط کش نوشته شده و اغلب L=200mm می باشد .
با این روش علاوه بر کنترل شیب مخروط ، شیب قطعات معمولی نیز قابل کنترل است .
ج: کنترل زاویه مخروط خارجی روی ماشین تراش به کمک ساعت اندازه گیر – در این روش مخروط را مطابق شکل بین دو محور مرغک ماشین تراش بسته و اختلاف ارتفاع ان را در ازا؛ طول معین (این طول به وسیله حلقه تنظیم ماشین تراش قابل کنترل است ) به وسیله ساعت اندازه گیر اندازه گرفته و از طریق محاسبه ، زاویه مخروط را به دست می اوریم .
مثال : برای کنترل شیب مخروطی انرا مطابق شکل بین دو مرغک ماشین تراش قرار داده ایم . اختلاف ارتفاع به وسیله ساعت اندازه گیری h=4 را نشان می دهد و حلقه تنظیم ماشین حرکت سوپرت ماشین در این اختلاف ارتفاع L=100mm رانشلن می دهد .زاویه راس مخرو را حساب کنید .
حل 5 = tg =2
د : کنترل زاویه مخروط با استفاده از راپورترهای زاویه –در این روش با گذاردن راپورترهای زاویه زیر مولد مخروط وکنترل افقی بودن مولد مخروط به کمک ساعت اندازه گیری با جمع کردن زاویه های راپورترها زاویه مخروط یا شیب سایر قطعات را به دست می اوریم .برای خواندن زاویه تشکیل شده توسط راپورترها باید به علائم مثبت یا منفی روی راپورترها توجه داشت بدین ترتیب که راپورترهایی که دارای علامت (+) هستند با هم جمع و اندازه راپورترهایی که دارای علامت (-) هستند از مجموع کم میکنیم .
تعیین قطر استوانه با مرکز نامعلوم :
با این روش می توان قطر پولی هلی شکسته ای را که قسمتی لز ان در اختیار باشد و همچنین قطر چرخ دنده شکسته را به دست اورد . در این روش پولک مورد نظر را مطابق شکل روی صفحه صافی قرار داده و دو میله استاندارد با قطر معلوم به طرفین ان مماس کرده وسپس با اندازه گیری فاصله پشت تا پشت میله ها با استفاده از رابطه ای که در زیر به دست خواهیم اورد ، قطر پولی شکسته را محاسبه می کنیم .
علائم اختصاری :
R =شعاع پولی بر حسب mm
R =شعاع میله کنترل بر حسب mm
L=اندازه پشت تا پشت میله ها برحسب mm
در مثلث قائم الزاویه A O B می توان نوشت : OA=R+ r
OB=R –r AB=
با توجه به قضیه فیثاغورث خواهیم داشت :
= + = +
با بست اتحادها خواهیم داشت :
+
وبا حذف عوامل مساوی از طرفین می توان نوشت :
4Rr=
2R
با تقسیم طرفین رابطه به d خواهیم داشت : D=
مثال : برای کنترل قطر پولک شکسته مطابق شکل فوق از میله های استاندارد به قطر d=10mm استفاده شده است . اگر فاصله پشت تا پشت میله های استاندارد L=79 باشد حساب کنید قطر پولک شکسته را :
حل: D=
با روش فوق به طور کلی شعاع انحنا؛ قوسهای با مرکز نا معلوم نیز قابل محاسبه است .
تعیین قطر داخلی بوش شکسته :
در این روش سه میله هم قطر مطابق شکل در داخل قوس مورد محاسبه قرار داده و با اندازه گیری اختلاف ارتفاع سطح مفتول وسطی با دو مفتول دیگر به وسیله راپورتر ، قطر داخلی بوش شکسته را به شرح زیر محاسبه می کنیم :
بدلیل متشابه بودن دو مثلث ABC و OAD می توان نوشت :
با جانشین کردن مقادیر BC=h وAD=r وAB=2r وAO=R-r در رابطه فوق خواهیم داشت :
= hR-hr
hR=
R=
برای اینکه رابطه را بر حسب قطر بدست اوریم طرفین رابطه را در 2ضرب می کنیم .
2R= 2R=
در رابطه فوق به جای 2r معادل ان d قرار میدهیم :
D=
از رابطه فوق برای کنترل شعاع انحنا؛ قوسهای داخلی با مرکز نا معلوم نیز می توان استفاده کرد .
مثال : برای کنترل شعاع انحنا؛ قطعه ای مطابق شکل از سه میله هم قطر d=15mm استفاده می شود .اگر ارتفاع راپورتر مورد استفاده h=3 باشد شعاع انحنا؛ قطعه مورد نظر را بدست اورید .
حل: ( D=d(1+
D=84
کنترل پیچها
پیچ و مهره ها را با وسائل کنترل مانند فرمانهای پیچ و مهره –میکرومتر پیچ و مهره –روش سه میله –روش پروژکتوری یا میکروسکپی می توان کنترل نمود .در حساب فنی روشهایی مورد بحث قرار می گیرند که پس از اندازه گیری با وسائل کنترل به محاسبه و ابتکار نیز نیاز داشته باشند :
کنترل پیچ با روش سه میله – در این روش سه مفتول هم قطر را مطابق شکل داخل شیارهای پیچ قرار داده و اندازه پشت تا پشت میله ها را با وسیله اندازه گیر ، کولیس یا میکرومتر مشخص می کنیم .
حال برای کنترل صحت اندازه ( کنترل پیچ ) ،اندازه فاصله پشت تا پشت میله ها را محاسبه کرده واین دو مقدار را با هم مقایسه میکنیم که در صورت درست بودن پیچ این دو مقدار باید با هم برابر باشد .
محاسبه اندازه پشت تا پشت میله ها (L) – در این روش سه مفتول هم قطر انتخاب کرده و مطابق شکل صفحه قبل در داخل شیارهای پیچ قرار می دهیم . در انتخاب مفتولها باید توجه داشت که قطر مفتول به نحوی انتخاب شود که پس ا ز قرار گرفتن در داخل شیار اخرین نقطه ان از شیار پیچ بیرون بزند تا بتوان عمل اندازه گیری را روی ان انجام داد .
علائم اختصاری :
P = گام پیچ بر حسب میلیمتر .
H =ارتفاع تئوری دنده بر حسب میلیمتر .
L =اندازه پشت تا پشت مفتولها بر حسب میلیمتر .
G =قطر میله کنترل بر حسب میلیمتر .
d\=قطر خارجی تئوری پیچ بر حسب میلیمتر.
=قطر داخلی تئوری پیچ بر حسب میلیمتر .
با توجه به شکل اندازه پشت تا پشت میله ها برابر است با :
رابطه 1 L=
برای محاسبه طول OB در مثلث قاوم الزاویه OAB چون ضلع روبه رو به زاویه 30 نصف وتر است پس می توان نوشت : OB=2OA=2 وهمچنین برای محاسبه بر حسب قطر خارجی پیچ و گام پیچ در پیچهای میلیمتری روابط زیر بر قرار است :
رابطه 2
=d+
و اگر مقدار را در رابطه 2 قرار دهیم خواهیم داشت :
واگر مقادیر محاسبه شده برای OB و را در رابطه 1 قرار دهیم خواهیم داشت :
L=
L=d-1
مثال : پیچ میلیمتری M24 را با روش سه مفتول می خواهیم کنترل کنیم .اگر قطر مفتولها d=2mm باشد اندازه پشت تا پشت مفتولها ( L ) را حساب کرده و با مقایسه مقدار اندازه گیری شده برای این مقدار ( L=25 صحت اندازه های پیچ را بررسی کنید .
حل : L=d-1
L=24-1
چون مقدار اندازه گیری شده و مقدلر محاسبه شده برای L با هم برابرند بنابراین اندازه های پیچ صحیح می باشند .
برای این که بهترین نتیجه در اندازه گیری با روش سه میله عاید گردد باید برای کنترل پیچ از میله های استاندارد مناسب استفاده کرد .
محاسبه قطر مفتول مناسب
منظور از مفتول مناسب این است که قطر مفتول به نحوی انتخاب شود که پس از قرار گرفتن در شیار پیچ محل تماس میله با شیار پیچ دقیقاٌ در روی قطر متوسط پیچ باشد
بدیهی است در این حالت بالاترین قسمت مفتول در امتداد خطی خواهد بود که از راس تئوری دندانه های پیچ عبور می کند . یعنی L=
با توجه به شکل دنده ، مثلث ABC متساوی الاضلاع است پس می توان نوشت :
= = =60
برای محاسبه قطر مفتول مناسب از مثلث قائم الزاویه OEC که در ان
EC=
G=0.577P
برای محاسبه اندازه پشت تا پشت مفتولها – همانطور که قبلا نیز توضیح داده شد به شرط استفاده از مفتولهای استاندارد اندازه پشت تا پشت مفتولها ، با اندازه قطر تئوری پیچ d برابر است .
L= =d+0
L=d+0.216P
با داشتن قطر خارجی پیچ و اندازه L قطر متوسط پیچ به شرح زیر محاسبه میگردد :
=d-0
مثال : برای کنترل پیچ M30 با روش سه مفتول ،میکرومتر اندازه پشت تا پشت مفتولها را
L=30 نشان می دهد ، حساب کنید :
الف –قطر مفتول مناسب را .
ب- درستی پیچ تراشیده شده را .
حل:الف 3.5=2.02mm G=0.577P=0.577
ب- برای کنترل درستی پیچ اندازه پشت تا پشت مفتولها را یک بار دیگر از راه محاسبه به دست می اوریم که در صورت برابر بودن مقدار L با روش اندازه گیری وبا روش محاسبه پیچ تراشیده شده قابل قبول خواهد بود .
L=d+0.216P=30+0.216 3.5=30.756mm
بنابراین صحت پیچ تایید می شود .
برای کنترل پیچهای دنده مثلث ویتورث و دنده ذوزنقه میلیمتری با مفتولهای به قطر دلخواه اندازه پشت تا پشت مفتولها از روابط زیر به دست می اید :
برای پیچهای ویتورث L=d-1.6008P+3.1657 G
برای پیچهای دنده ذوزنقه L=d-2.366P+4.864G
برای سهولت کنترل پیچها در کارخانجات و ازمایشگاههای اندازه گیری دقیق ، مفتولهایی با قطرهای مناسب ساخته شده و روی انها گام پیچ وقطر سیم مناسب و مقدار 2 که با اضافه کردن ان به قطر خارجی اندازه پشت تاشت مفتولها بدست می اید ، نوشته شده است .
همچنین با استفاده از جدول شماره 15 می توان بدون محاسبه وبه سهولت اندازه پیچها را کنترل نمود .
کنترل چرخ دنده ها
برای کنترل چرخ دنده ها روشهای مختلفی مانند –استفاده از دستگاههای مخصوص ثبات قوسها که در انها صحت منحنی دنده ها کنترل می شود –استفاده از دستگاههای امتحان گردش که در انها به کمک یک چرخ دنده نمونه چرخ دنده ساخته شده از لحاظ دور بودن و سطح انتقال نیرو کنترل می شود –دستگاههایی که به کمک انها فاصله تقسیم ویا پشت تا پشت دو دندانه را می توان اندازه گیری و چرخ دنده را کنترل نمود –استفاده از کولیس یا میکرومتر مخصوص اندازه گیری دنده چرخ دنده ها ،می توان استفاده کرد که ذیلا به شرح کولیس مخصوص می پردازیم .
کولیس مخصوص کنترل دنده چرخ دنده ها :
این کولیس یا میکرومتر از یک فک ثابت و دو فک متحرک مطابق شکل زیر تشکیل یافته است .از فک متحرک افقی برای کنترل وتر ضخامت دنده S واز فک متحرک عمودی برای تنظیم عمق وسیله اندازه گیر q استفاده می شود . در این روش پس از تنظیم عمق اندازه گیری ان را روی یکی از دنده های چرخ دنده قرار می دهیم و فک افقی را به بغل دنده نزدیک کرده و ضخامت دنده را به کمک کولیس خوانده و با مقدار محاسبه شده ان مقایسه ودر نتیجه درستی چرخ دنده را کنترل می کنیم .
محاسبه عمق اندازه گیر
همانطور که گفته شد در موقع اندازه گیری ابتدا فک متحرک عمودی را برابر با اندازه ( q ) میزان می کنیم این مقدار بزرگتر از ارتفاع سر دنده یعنی می باشد و برای مدولها و تعداد دنده های مختلف به شرح زیر محاسبه می گردد :
علائم اختصاری :
q = عمق اندازه گیری بر حسب میلیمتر .
= وتر ضخامت دنده برحسب میلیمتر .
= زاویه گام برحسب درجه .
= زاویه گام برحسب درجه .
= قطر دایره گام چرخ بر حسب میلیمتر .
= قطر خارجی چرخ دنده بر حسب میلیمتر .
m= مدول چرخ دنده برحسب میلیمتر .
Z=تعداد دنده چرخ دنده .
با توجه به شکل می توان نوشت :
= +
و از طرفی OA= و AC=q می باشد بنابراین :
= +q
رابطه 1 -- OC q=
در رابطه 1 برای محاسبه طول لازم است ابتدا زاویه که در اصل زاویه گام می باشد محاسبه گردد . و برای محاسبه این زاویه می توان گفت :
در محیط چرخ دنده به اندازه تعداد دنده چرخ دنده زاویه گام وجود دارد و چون محیط چرخ دنده برابر 360 درجه است پس می توان نوشت :
طول پاره خط با توجه به مثلث قائم الزاویه OBC برابر خواهد بود با :
cos
مقدار به دست امده برای را در رابطه 1 قرار می دهیم :
q=
که پس از جانشینی مقادیر وخلاصه کردن ، رابطه نهایی را می توان به صورت زیر نوشت :
q=m( 1+z
محاسبه وتر ضخامت دنده :
ضخامت دنده در اصل عبارت از طول قوسی از دایره تقسیم است که بین نقطه B وD در شکل صفحه 83 واقع شده است . با فک متحرک افقی نمی توان اندازه طول قوس را معین کرد بلکه فقط وتر ان قوس یا وتر ضخامت دنده اندازه گیری می شود که برای چرخ دنده های با مدول کم این خطا قابل صرفنظر کردن است .همچنین این اندازه را می توان به شرح زیر محاسبه نمود :
در مثلث قائم الزاویه OBC شکل صفحه 83 می توان نوشت :
مثال : باری کنترل چرخ دنده ای که تعداد دنده ان z=20 و m=3mm می باشد ، اندازه عمق تنظیم وسیله اندازه گیر( q ) و وتر ضخامت دنده ( s ) را حساب کنید .
حل =
0.9969 = از جدول cos4.5
q=m(1+z
=m
برای سهولت کار در کارگاه مقادیر q وs برای مدول 1 برای پاره ای از تعداد دنده ها داده شده و برای مدول های کوچکتر یا بزرگتر از 1mm عدد حاصل از جدول را در مدول مربوطه ضرب می کنیم

